

PLCで実装するDCS設計:アドバンス編
実践編を中心にした講座は、こちらです。
コース紹介は、以下のURLから

PLCエンジニアのためのDCS(分散制御)設計入門:ベーシック編
DCS(分散制御)という新しい設計講座がはじまりました。
コース紹介は、以下のURLから
第1401号 なぜ「再発防止」につながるのか?
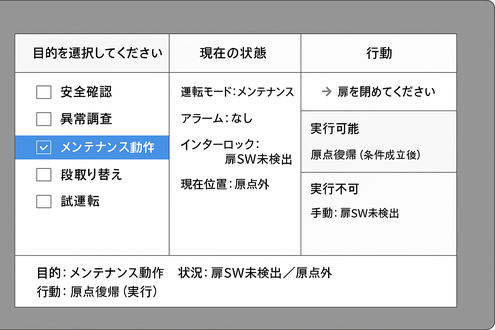
メンテ手動画面の例
意図ログは、単なる操作履歴ではありません。
残すのは、
・目的(Why)
・状況(Situation)
・行動(Action)
という判断のセット です
なぜ「再発防止」につながるのか?
第1400号:どうHMI画面になるのか?
意図ログの基本構造として
・目的(Why)
・状況(Situation)
・行動(Action)
3つの軸を1レコードにまとめる
ポコのPLC探偵日記:掲載中
以下でブログへリンク
PLC探偵犬ポコの登場

シーン別の動作解析
-
起動状態
「デモ:ON」表示。ストッカーに洗濯カゴがスタンバイ。 -
搬入動作
エレベータとクレーンが同期し、洗濯カゴをピックアップ。 -
洗濯投入 → 稼働
洗濯機に投入され、一定時間稼働。 -
洗濯完了 → 搬出
洗濯済みカゴをReturn処理でストッカーに戻す。
右下の「洗濯完了」カウンタが加算。 -
次サイクルへ移行
新しいカゴが呼び出され、繰り返し自動実行。
Demoモードの特徴
-
人間オペレータを模擬
→ 1人のオペレータが操作しているかのように、自動で「搬入・洗濯・搬出」を繰り返す。 -
モジュール化された制御
→ PLC内で「Demoモジュール」を用意し、通常操作を代替する信号を生成している。 -
実機なしでも挙動を確認可能
→ SoftGOT上で動作を視覚化でき、現場導入前に「全体フロー」を検証できる。
1️⃣ お急ぎモードとは?
通常モードでは
「ストッカ → クレーン → 洗濯機」
という流れで進みます。
一方で お急ぎモード をONにすると、
ストッカを経由せず 直接クレーンが搬入。
洗濯終了後もストッカを待たずに、
そのままエレベータが下降して
「洗濯完了」を伝えます。
2️⃣ 動作の流れ(図解イメージ)
3️⃣ 技術的な背景
🔹 管制塔の役割
管制塔は、状況に応じて「通常ルート」か「お急ぎルート」かを判断します。
この切り替えは、オペレータがモードボタンで選択。
ボタンの色が変化することで、
状態を一目で確認できる見える化 を実現しています。
🔹 Loopsの役割
-
ストッカ用Loops:フォーク動作をスキップ
-
クレーン用Loops:直行ルートを生成
-
洗濯機用Loops:待機を省略し、投入後すぐスタート
Loopsが「仮想実機」として振る舞うことで、
実際の機械がなくても検証可能です。
🔹 カゴの状態管理
カゴには数値コードを割り当てています:
-
0=カゴ無し
-
1=カゴだけ
-
2=洗濯モノ1つ
-
3=洗濯モノ2つ
-
4=洗濯モノ3つ
-
5=洗濯後用の空カゴ(赤色表示)
このコード変化が、
「どの状態で次にどう動くか」を
Loops制御とアニメ表示に直結しています。
4️⃣ 見える化の効果
GIF動画でも確認できるように、
-
モードボタンの色変化
-
カゴの赤色化(洗濯後用の空カゴ表示)
といった工夫により、
ユーザーは複雑な制御を理解せずとも
直感的に状態を把握できる ようになります。
5️⃣ ADVとしての意義
「お急ぎモード」は、単なる省略ではありません。
-
ユーザーが選べる柔軟性
-
管制塔による全体の最適化
-
Loopsによる仮想的な動作検証
これらが組み合わさり、
まさに ADV(Animation × Distributed Control × Visualization)
の成果物として機能しています。
✨ まとめ
「お急ぎモード」は、
ADVの本質である ユーザーファーストの制御 を実現する機能です。
ストッカを経由しない直行ルートは、
スピードを求める現場や緊急対応に有効であり、
設計支援ツールとしてのGOTアニメ表示の可能性を
さらに広げる事例となりました。
2025年9月4日 もっと一瞬で読み取れたら— 管制塔モジュール
お急ぎモードとは?
通常は「ストッカ → クレーン → 洗濯機」という流れで進むところを、
ストッカを経由せずにクレーンが直接搬入する 特別ルートです。
このモードをONにすると、洗濯カゴは赤色になり、
「洗濯後の空カゴ」として扱われます。
そのまま待機 → 搬出後に自動的にエレベータが下降し、
洗濯完了を伝えます。
技術的な仕組み
-
管制塔の判断
通常ルートか、お急ぎルートかを管制塔が選択します。 -
Loopsの役割
-
ストッカ用Loops:フォーク動作を省略
-
クレーン用Loops:直行ルートを生成
-
洗濯機用Loops:待機を挟まず即スタート
-
-
見える化の工夫
ボタンやカゴの色を変えることで、
ユーザーが状態を直感的に理解できるようにしています。
✨ ADV的な意味
この「お急ぎモード」は、単なる省略動作ではありません。
-
ユーザーの選択を尊重する柔軟性
-
直感的に分かる見える化
-
管制塔の存在意義の可視化
まさに ADV(Animation × Distributed Control × Visualization) の考え方が形になった例です。

管制塔モジュールの成果
お急ぎモードON
・右側の「お急ぎ:OFF」が「ON」に変わる。
・通常モードではストッカ経由ですが、このモードではカゴをストッカに戻さず直接クレーンが動きます。
ローダの動作
・カゴをストッカからピックアップ後、すぐにクレーンへ渡し → 洗濯機へ搬入。
・カゴが「赤色」に変わり、洗濯後用の空カゴとして認識されます。
洗濯機の挙動
・カゴが投入されると即スタート。
・待機時間を短縮できるのが「お急ぎモード」の特徴。
終了処理
・洗濯完了後、搬出指令。
・そのままエレベータが下降し、洗濯完了を伝える。
・ストッカに仮置きせず、直帰型のフロー。
📩 管制塔モジュールの紹介
― 全体をまとめる「監督・指揮者」の役割
1️⃣ 管制塔とは?
管制塔は、各モジュールを統括する
「監督」や「指揮者」のような存在です。
洗濯機、ローダ、ストッカが
独立して動くだけでは不十分。
次に何を優先すべきかを
判断・誘導するのが管制塔です。
2️⃣ オペレータとの関係
NEXTカゴを投入すべきか、
完了カゴを先に出すべきか。
最終判断はオペレータに依存します。
そこで管制塔は、
適切なタイミングでメッセージを点滅させ、
「Restartを押してください」と誘導します。
人と機械が一緒に考える仕組みが、
ADVの本質でもあります。
3️⃣ 裏方の重要な仕事
さらに管制塔は、
-
ストッカーへの入出庫指令
-
クレーンへの搬入・搬出指令
といった裏方の動きを統括します。
これにより全体の流れが滞らず、
複数モジュールが調和して動きます。
4️⃣ まとめ
管制塔は全体をまとめる指揮者
-
オペレータを誘導して次の行動を明示
-
裏方ではストッカーやクレーンを制御
-
ADVにおける「人と機械の協調」の象徴
管制塔が必要になる理由
どちらの仕事を優先しますか?
先にNEXTカゴを搬入するか?
先に洗濯完了カゴを出庫するか?
搬出シーケンス
-
洗濯終了信号を出力
-
洗濯機ブロックのLoopsが「搬出要求」を発令
-
ローダが洗濯物を搬出・積載
-
カゴは赤色(洗濯後用)としてストッカに戻る
搬入シーケンス
-
洗濯機ブロックが「搬入要求」を発令
-
ローダがNEXTカゴを搬入
-
搬入完了信号を受けて洗濯機がスタート
2025年9月2日 ローダと洗濯機のタイミング連携
1️⃣ NEXTカゴの準備
ストッカー連携により
NEXTカゴが待機位置に配置。
2025年9月3日 スマートランドリーの自動運転
2025年8月28日 仮想スマートランドリーのGOT画面
スマートランドリー事例編 - モジュール連携
SEMI AUTOを紹介
ストッカのエレベータ階を選択すると
その階で停止
ーXと+Xのボタンでフォークの
前進・後退が動作します。
随時、追加していきます。
📩 第1325号:スマートランドリー事例編
― 洗濯機+ローダ/アンローダ連携
こんにちは、千田です。
今回はスマートランドリーの
洗濯機モジュールと
ローダ/アンローダ連携を
LoopsとGOT表示で解説します。
1️⃣ 操作画面の構成
画面左側にはストッカ操作用
エレベータの上下ボタンを配置。
最上階は4F停止ボタンです。
画面下部には手動切替や
上下左右ボタン、
SEMI AUTO、FULL AUTO、
スタートボタンが並びます。
ボタンはランプ付きで
モード選択すると色が変わり
状態が一目でわかります。
2️⃣ FULL AUTOの流れ
-
FULL AUTOを選択しスタート
-
ローダが2Fのカゴからピック
-
洗濯機へ投入しカゴが空に
-
洗濯機が自動でスタート
洗濯中は次の洗濯カゴを
ストッカに準備し、
スムーズに次サイクルへ。
3️⃣ 他モードの活用
手動モードやSEMI AUTOでは
部分的にボタンで操作します。
動画ではモード切替ごとの
違いも確認できます。
👉 GIFと静止画はこちら:
スマートランドリー動画
4️⃣ 今回のまとめ
-
ローダがアンローダを兼務
-
FULL AUTOで連続処理可能
-
Loops制御で座標と動作を生成
-
GOTで操作と反応を見える化
2025年2月20日 UdemyからPLCのABC講座がOpen!
PLCのABC講座をつくりました。PLCの基本的な概念と操作技術を、初心者やジュニアエンジニアだけでなく、これまでにPLCを使用した経験がない方々にも分かりやすく解説します。PLC技術は50年以上前から使われており、今日の工業自動化においてもなくてはならない要素です。シーケンス制御は実際の現場で学ぶことが多いですが、このコースでは、基本から始め、シンプルながら強力な「ABC」原則に焦点を当て、実践的なスキルを体系的に学びます。環境が変わり、これまで経験したことのない技術に挑戦しようと考えている方にも最適です。これからの時代に対応するための基礎知識として、または新しいキャリアの第一歩として、PLC技術の理解を深めましょう。

【PLCのシーケンス制御プログラム】すぐに使えるワードステップシーケンス

WordStepの講座は、こちらからお願いします。
https://www.udemy.com/course/plc-viqo/?referralCode=71343FCB1A449B2082ED
https://www.udemy.com/course/plc-viqo/?couponCode=C9CFDCADD67842FF0BD9
【PLCのシーケンス制御プログラム】すぐに使えるワードステップシーケンス
